
公司:濟南金欣發不鏽鋼有限公司
聯係人(rén): 劉博/劉增田
電(diàn) 話: 183 6617 7753 / 138 8499 6663
門市地址:濟南市天橋區(qū)曆(lì)山北路黃(huáng)台(tái)不鏽鋼市場1區(qū)113號
傳真/座機 :0531-82955732
0531-82955953
工廠地址:濟南市曆城區同華路12號
工廠電話 :0531-88287691
0531-88287692
郵 箱:864958766@qq.com
網址:www.youlianshiye1688.com

當功(gōng)率密度比較大的激光束照射到材料表麵時,材料吸收光能轉化為熱能,材料被(bèi)加(jiā)熱熔(róng)化(huà)至汽(qì)化(huà),產生大量的(de)金屬蒸汽,在(zài)蒸汽退出表麵(miàn)時產生的反(fǎn)作用力下,使熔化的金屬液體向四周排(pái)擠(jǐ),形成凹坑,隨著激光的繼續照射(shè),凹坑穿人更深(shēn),當激光停止照射後,凹坑周(zhōu)邊的(de)熔液回流,冷(lěng)卻凝(níng)固(gù)後將兩焊件焊接在—起。2、熱(rè)傳(chuán)導焊接當激光照射在材料表麵時,一部分激光被反(fǎn)射,一(yī)部分被材(cái)料吸收,將光能轉化為(wéi)熱能而加(jiā)熱熔(róng)化,材料表麵層的熱以熱傳導的方式繼續向材料深處傳遞,後將兩焊件熔(róng)接在一起。
激光打孔是利用材料(liào)的蒸發(fā)現(xiàn)象(xiàng)以(yǐ)去除材(cái)料為目的的激光加工,為了保證加工精(jīng)度,必須采用佳的能量密度和(hé)照射時間(jiān),使加工部分快速蒸發,並防止加工區外(wài)的材料由於傳熱而溫度上升以致熔化。因(yīn)此,打孔適宜采用脈衝激光,經過多次重複照射後將孔(kǒng)打成,這樣有利於提高孔的幾何形狀精度,並且使孔周圍的材料不受熱影響。激光(guāng)打孔的大優點是效率非常高,特別是對金剛石和寶石(shí)等特硬材料,打孔時(shí)間可以繃短到切(qiē)削加工方法的百分之一(yī)以下。例如,加工寶石軸承(chéng),采用工件自動(dòng)傳遞,用激光(guāng)打孔的方法,三台激光打孔機即可代替25台(tái)鑽床50名工人的工作(zuò)量,這不僅大大地提(tí)高了生產率,減輕了(le)工人的勞動強度,而且加工質量有所提高。激光打孔的尺寸精度可達1T7,表麵粗糙度為(wéi)為0.16-0.08um。值得注意的是,激光(guāng)打孔以後,被蝕(shí)除的材料(liào)要重(chóng)新凝固,除大部分飛濺出(chū)來變為小(xiǎo)顆粒以外,還有一(yī)部分粘附在孔(kǒng)壁,甚至有的(de)還要粘附到(dào)聚焦的物鏡子及工件表麵,為此(cǐ)。大(dà)多數激光加工機都采取了吹氣或吸氣措施,以排除蝕除(chú)產物.有的還在(zài)聚焦的物鏡上裝有一塊透明的保護(hù)膜,以避免損(sǔn)壞聚焦物鏡。

充分利用軟件優勢(shì),提高(gāo)薄板材料(liào)的利用率。某激光切割機配套的編程軟件為AMLASER,它的CAD工作平台為CAD KEY7.0,輔以Lnest(優化排料),旋轉支撐(chēng)等較有特色的功能。Lnest可在定尺材料上優化排列相同料厚的多種(zhǒng)不同件,利用(yòng)這一功能用激(jī)光切割薄板可省略開料這一工序,降低工時(shí),同時可減少材料裝夾次數(shù)。由於其存在加工死區,減少裝夾(jiá)次數就意味著節省材(cái)料,減少加工(gōng)輔助時間。瑞士某激光切割機不需要夾緊待加(jiā)工的板材,不僅不存在加工死區,而且加(jiā)工速度成倍的提高。編製切(qiē)割方案時可(kě)根據(jù)生產計劃把相同(tóng)料厚的多種不同件排(pái)列在定尺材料上,提高(gāo)材料的利用率。加工過程中應減(jiǎn)少模具數量、加快產品開(kāi)發速(sù)度。因為,近年來在紡織機(jī)械產品中少(shǎo)切削、無切削以及鈑金件所占的比重越來越大,如果沒有(yǒu)比較的工藝設備,那麽每種鈑金類件在落料生產工序中的(de)工作量非常大。大部分落料需要利用模具,而模具的(de)設計、生(shēng)產需要相當的時間(jiān)。另外,一個新(xīn)產品在試製過(guò)程中往往是單件(jiàn)量生產,而且件須根據試製情況作相應改動,這樣一來利用(yòng)模具生產成本就太(tài)高了。用激(jī)光切割落料可節省大(dà)量(liàng)模具的投入,使(shǐ)生產的準備(bèi)時間縮短,產品開發速度加快。激(jī)光切割衝壓件還可提高模具設計的準確性。因為,落料作為拉仲成型的(de)前道工(gōng)序(xù),其落料尺寸往(wǎng)往需要修正。而利(lì)用(yòng)激光割出(chū)的衝壓件在(zài)成形模上試加工(gōng),就可準(zhǔn)確(què)的定出落料模(mó)的尺寸,為以(yǐ)後大批量生產時(shí)設計模具打下基礎。

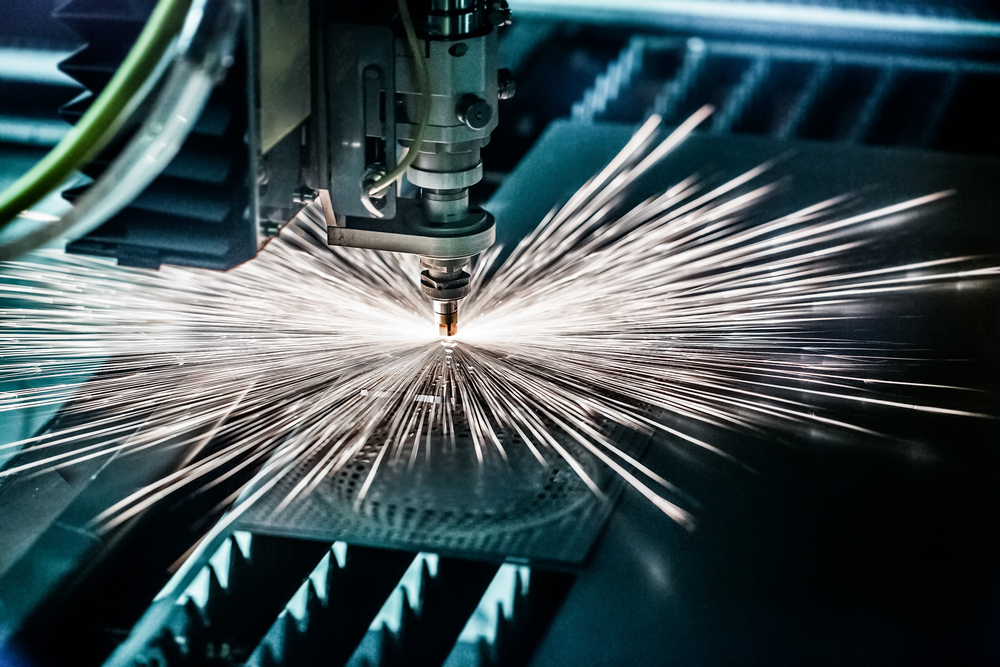
激(jī)光切割機“穿孔(kǒng)”是指在要切(qiē)割的材料(鋼板(bǎn)、管等)上穿(chuān)一個小孔,一般所有(yǒu)的熱切割技術都需要能做到,沒有衝壓裝置的激光切割機也不例外。下麵濟南激(jī)光切割編者(zhě)就為大家講(jiǎng)解下兩種激(jī)光切割機的“穿孔”方法(fǎ),供(gòng)廣大用戶應用及參考:一、脈衝穿孔脈衝穿孔(kǒng)的原理是采用高峰值功率的脈衝(chōng)激光使少量材(cái)料(liào)熔化或汽化,通常采專業不(bú)鏽鋼板材哪家好用空氣或氮氣(qì)作為輔(fǔ)助氣體。每(měi)個脈(mò)衝激光(guāng)逐步深入,一旦穿孔完成,立即將(jiāng)輔助氣體換成氧氣進行切割。二、爆破穿孔爆破穿孔的工作原理是材料經連續(xù)激光的照射後在中心形成一個凹坑,然後由與(yǔ)激光束同軸的氧流(liú)很快將熔(róng)融材料去除專業不鏽鋼板材哪家好形成一個孔。孔的大小與板厚有關,對較厚的板爆破穿孔隻能用於(yú)廢料上。激光切割機兩種穿孔方法對比:脈衝穿孔的穿孔質量要比爆破穿孔好,但脈衝穿孔成本要也高些,需要有較可靠的氣路控製係(xì)統(tǒng)。在工業生產中(zhōng)主要采用改變激光平(píng)均(jun1)功率(lǜ)、脈衝寬度(dù)和頻率的辦法來實(shí)現(xiàn)高質量要求的切割。

1.激光切割機加工不(bú)鏽鋼和敷(fū)鋁(lǚ)鋅板時,工件有毛刺發生的原因(yīn)和(hé)解決辦法激光切割機加工出現(xiàn)這種現(xiàn)象,先我們應(yīng)該想到切低碳鋼時出現(xiàn)毛刺(cì)的要素,由於添加速度有時會呈現板材切開不穿的狀況,此種(zhǒng)狀況在加工敷鋁鋅板時尤為傑出。這時(shí)應歸納(nà)思考(kǎo)機床(chuáng)的其他要素加以(yǐ)解決(jué),如噴(pēn)嘴是不是要替換(huàn),導軌運動不(bú)穩定等。2.激光切割(gē)機加工小孔出現變形狀況的原因和解決辦法出(chū)現這個現象解決方法比較簡單(dān),基(jī)本上是由於機床在加工小(xiǎo)孔時沒(méi)有采取爆炸穿孔的方法,而是用脈衝穿孔的方(fāng)法,這使得激(jī)光能量在一個很小的區域(yù)過於集中(zhōng),將非加工區域也燒焦,形(xíng)成孔的變形,影響加工質量。這時咱們應在加工程序中將脈衝穿孔(kǒng)方法改為爆炸穿孔方法,便可以解決這個(gè)問題了。而關於較小功率的激光切(qiē)割機則恰好相反,在小孔加(jiā)工時應采納脈(mò)衝穿孔的方法才幹獲得較好的表麵光潔度
鋼材料,濟南不鏽鋼定做加工,濟南不鏽鋼(gāng)工程")
電話:183 6617 7753 138 8499 6663 傳真/座機:0531-82955732 郵箱:864958766@qq.com
Copyright © http://cn86.cn/ 濟(jì)南金欣發不鏽鋼有限公司(sī) 歡迎大家的來電谘詢!

定製")



